

Socket x MNPT Male Connector 5/8" Tube x 3/4" Male Pipe
Socket x MNPT Male Connector 5/8" Tube x 3/4" Male Pipe
SKU:FIT-e883e1
Premium Socket x MNPT Male Connector for robust tube-to-fitting welds. ASME compliant, HCT verified, meets federal standards.
Regular price
$39.99
Regular price
Sale price
$39.99
Unit price
per
Initiate Order

Socket x MNPT Male Connector 5/8" Tube x 3/4" Male Pipe
$39.99
Quantity: 1
Claim Your Seller Account
Socket x MNPT Male Connector 5/8" Tube x 3/4" Male Pipe
$39.99
Quantity: 1
Delivery via Maden
Expect your order to arrive on time.
Secure Payments
All orders are processed through a secure, PCI-compliant checkout.
The Socket x MNPT Male Connector facilitates secure tube-to-fitting welds with superior strength and precision. Manufactured with 316 stainless steel to ASME code standards, it ensures optimal performance and durability. Key features include root inclusion weld design, HCT advantages for material verification, and impeccable welding techniques. Backing gas compatibility and arc polarity details enhance welding quality and eliminate potential defects. This connector meets stringent federal procurement standards and FAR compliance, ideal for government and institutional applications.
Ready to Grow Without Cash Flow Constraints?



Product Specifications
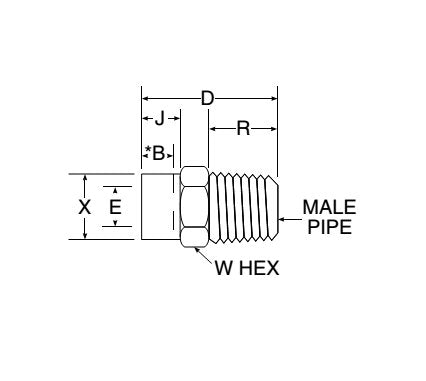
Dimensions B
.47 in
Dimensions Connection Type
Socket x MNPT
Dimensions D
1.78 in
Dimensions E Small Bore
.50 in
Dimensions J
.66 in
Dimensions Male Pipe
3/4
Dimensions R
.75 in
Dimensions Tube Od
5/8 in
Dimensions Work Press
6400 psi
Dimensions W Hex
1 1/16 in
Dimensions X Dia
.94 in
Specifications Assembly
The codes applicable to the welding of socket weld fittings require that the tube be inserted into the socket until bottomed against the stop. The tube is then to be backed out approximately 1/16 of an inch and then welded.If the tube is not backed out, but welded when against a flat bottom stop, the contraction of the weld fillet and fitting socket can combine to produce a static stress on the weld. During thermal transients, the fitting and the portion of the tube within the fitting may experience a differential rate of heating or cooling, again adding to the stress level in the weld.
Specifications Backing Gas
Backing gas is an inert (no active properties) gas used to flood the interior of the fittings and tube system during welding. It serves the same purpose internally as the shielding gas used in TIG or MIG welding. By reducing the interior oxygen level to as low as practicable, it also serves to control the combustion of contaminates that could affect weld quality.When a backing gas is not used and nearly 100% weld penetration is achieved, blisters will tend to form on the internal tube wall. This will result in scale which may later break loose. Therefore, in 0.050 wall or thinner tube or where the wall thickness is such that the selected weld process may burn through, the use of a backing gas is required.In most cases the backing gas will be argon or helium connected to the system through a control regulator. Flow rates, while small, should be high enough to purge the system. Welds should be made in downstream sequence from the gas connection.Note that the entire system should be purged to insure that there are no openings that will allow air to be drawn into the system.The use of backing gas, while often not mandatory, will give a better weld joint. This is because the effects of contaminate combustion by-products are eliminated and because the welds are made and cooled under a shielded atmosphere, thus eliminating internal scaling or blistering.
Specifications Features
HCT offers these advantages:Raw materials for manufacture must meet code requirements. This can be verified through documentation so that the customer is certain that what is ordered is received.HCT provides a record of chemical analysis with the raw material. Thus, in areas requiring welding, the correct welding technique is applied.HCT relieves the user of Parker instrumentation tube fittings of any doubts. It acts as an assurance for today and for tomorrow.The material used in Parker Hannifin instrumentation fitting components is 316 stainless steel as specified and referenced in Section III of the ASME Boiler and Pressure Vessel code.
Specifications Tacking
If the weld joint is to be “tacked” before welding, it is recommended that the “tack” weld build-up be held to a minimum.Excessive build-up on the “tack” may cause an interrupted final bead and a stress riser or lack of complete fusion.
Specifications Welding Methods Arc Polarity
When welding Weld-lok® fittings, best results will be obtained by the following arc polarities:TIG – Direct Current, straight polarityMIG – Direct Current, reverse polaritySTICK - Polarity dependent on rod used.